Even trace levels of contamination can compromise the structural integrity and surface finish of cast jewelry. Understanding where these impurities originate and how to stop them is fundamental to defect-free production.
The scale of the problem
In jewelry casting, purity is not a luxury, it is a prerequisite. Metals marketed as 99.9% pure still carry up to 0.1% in residual impurities and that margin is enough to cause serious defects. Iron contamination at concentrations as low as 100–200 ppm has been shown to initiate cracking in gold alloys. Lead and sulphide inclusions can strip an alloy of nearly all its mechanical strength.
Iron contamination at just 100 ppm can initiate cracking in gold alloys.
Where contamination enters the process
Contamination has three primary entry points. The first is the raw material itself, where even certified metals carry trace elements from refining. The second and most frequently cited is scrap recycling. Inadequately cleaned returns introduce oxides, investment residues and foreign metallic particles directly into the melt. The third is the casting environment: steel tools, worn crucibles, and airborne dust all contribute contamination during melting and pouring.

A taxonomy of defects
The type of defect produced depends largely on what entered the melt and when
Cracks & brittleness
Iron, lead, or sulphide inclusions reducing alloy ductility and strength
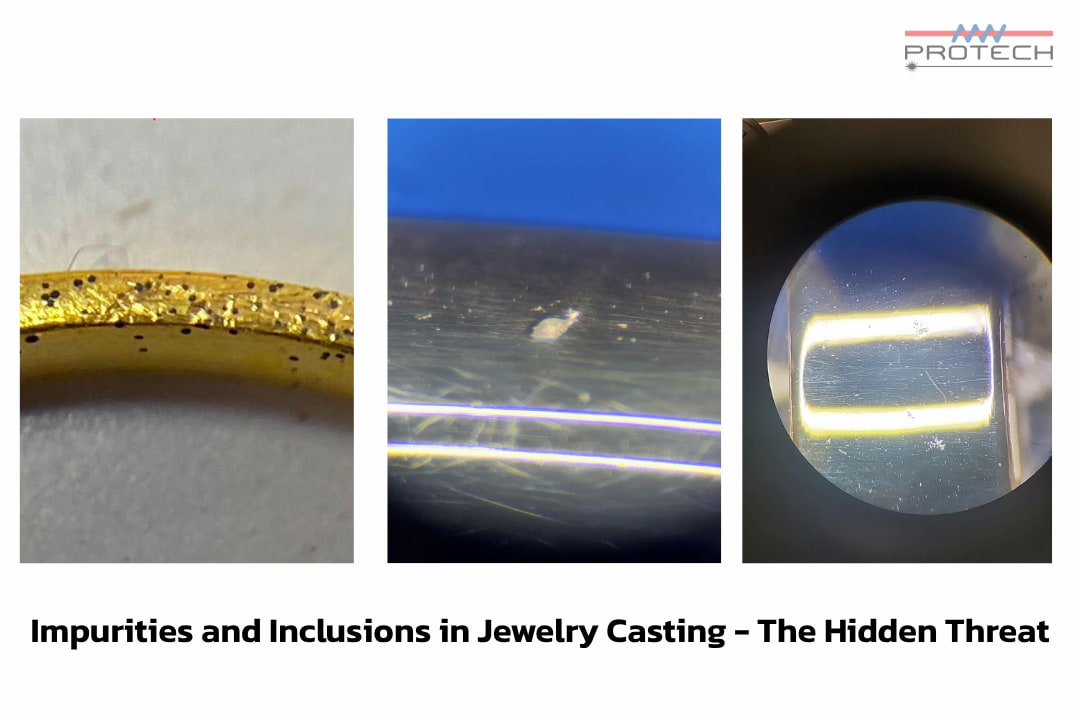
Surface porosity
Investment particles or slag entering the melt; visible after polishing as scattered pores
Oxide inclusions
Zinc oxide producing “crow’s foot” porosity is difficult to remove once formed
Slag inclusions
Excess or contaminated flux creating rough, cauliflower-textured surfaces
Hard spots
Undissolved grain refiners such as iridium forming particles that resist polishing and cause cracking
Prevention
Control must be applied at every stage of the process, not treated as a final quality check.
- Source high-quality, certified raw materials and verify composition
- Keep scrap clean; limit the proportion of recycled content per melt
- Use dedicated, clean crucibles and replace them before wear introduces contamination
- Minimise flux additions and eliminate contaminated stock
- Maintain proper investment mixing, storage and burnout procedures
- Melt under a protective atmosphere where possible to suppress oxide formation
Conclusion
Impurity control is not a peripheral concern, it sits at the core of casting quality. The consequences of contamination are disproportionate to the quantities involved: a part-per-million problem can become a visible, structural or commercial failure. A disciplined approach to materials selection, scrap management and process hygiene remains the most reliable path to consistent, defect-free output.
BEST MACHINERY – BEST SERVICE
Sales Hotline: +66 8 6332 9347
LINE ID Sales: @pttsales
24/7 Service Hotline: +66 8 9227 9154
LINE ID Service Support: @pttsupport
See all machines